江门市江海区龙溪路114号3栋首层第11卡
18823061386(戴生)
0750-3673356
网站首页
关于我们
全部
公司简介
企业文化
产品展示
生产设备
新闻动态
全部
行业动态
常见问题
客户留言
联系我们
招聘信息
产品展示
当前位置:
网站首页
>>
产品展示
搜索
:
全部
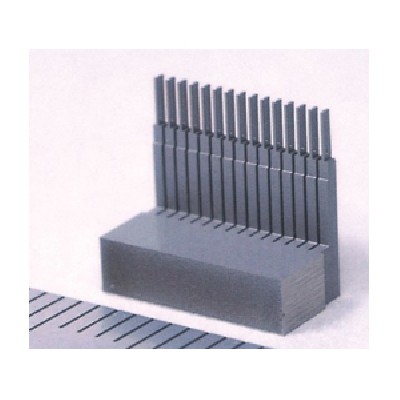
微细高精度加工
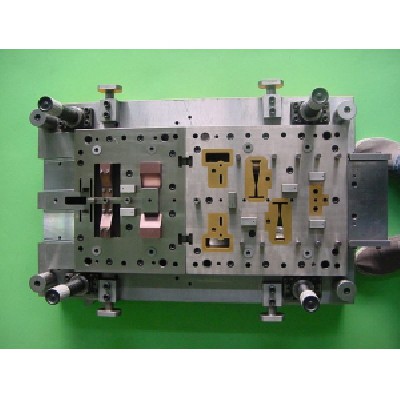
高精密五金冲压模慢走丝加
高精密汽车头灯接插件
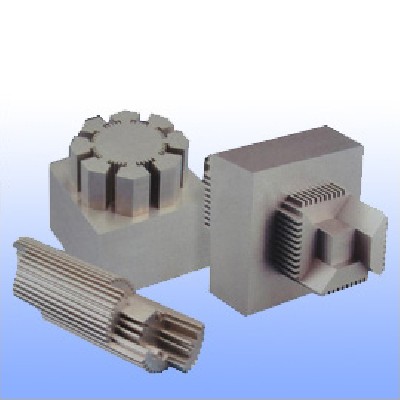
高厚板高精度嵌合加工
高凹度慢走丝加工
段差形状高速加工
德标齿轮DIN5480线割加工
慢走丝产品
慢走丝产品
慢走丝产品
慢走丝产品
慢走丝产品
首页
上一页
1
2
下一页
尾页